|
一般概念
- 基体和重叠模塑层的壁厚应尽可能地均匀一致,以达到最佳的回圈周期。不同壁厚之间的过渡应该是逐渐的,以减少流动问题,例如反向充填和困气现象。
- 在大多数重叠模塑应用中,0.060~0.120英寸的壁厚范围将保证良好的粘附效果。
- 如果零件的某些部分需要较厚的尺寸,则应将其制成空心的,以尽量减小收缩问题并减轻零件重量。
- 在急剧的拐角处应采用弧度(最小半径为0.020英寸),以减小局部应力。应避免较深的无法排气的封闭气穴或拱形部分。
- 在脱模方向较长的工件应具有3˚~5˚的拔模斜度以便于脱模。
- 使用吉力士重叠模塑复合材料,将使设计得当的较深凹凸部位成为可能。应注意尽量避免急剧的拐角。开模时应采用一种推进型芯,并允许弹性体在脱模之后有一定程度的变形。
流动长度和壁厚
下表列出了对吉力士的产品进行螺旋式流动试验的结果,所采用的注射速度为3英寸/秒和5英寸/秒。当注射速度为5英寸/秒时,某些特殊复合材料的试验结果可达到40英寸。
| 产品系列 |
注射速度为3英寸/秒时的流动长度 |
注射速度为5英寸/秒时的流动长度 |
| Dynaflex D |
13-15 |
18-20 |
| Dynaflex G |
12-22 |
18-30 |
| Versaflex |
9-16 |
13-26 |
| Versalloy |
18-20 |
30-32 |
| Versollan |
9-16 |
13-26 |
| 螺旋式流动试验采用0.0625英寸 x 0.375英寸的通道于400 ˚F温度下进行。 |
收缩与翘曲
大多数吉力士苯乙烯系列TPE(Dynaflex和某些Versaflex)均具有相当高的模塑收缩性,使得重叠模塑的复合材料比基材收缩得更厉害,从而导致基体零件的弯曲或翘曲。对于又长又薄的零件,或基体厚度比重叠模塑层薄的零件,或采用弹性模数较低的基体材料时,情况将尤其如此。
这种情况可用以下几种方式处理:
- 采用弹性模数较高的基体材料
- 给基体零件增设加强肋
- 尽量减小软性TPE层的厚度
- 采用硬度较低的TPE材料
- 改变浇口位置,以尽量减小流动长度与厚度的比例
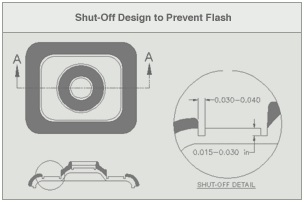
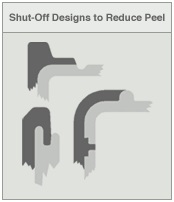
截流式设计
截流结构的设计应满足以下要求:
- 减少剥离的隐患并在TPE和基体之间形成一种截然的过渡。
- 为TPE提供一个能够排气的独立型腔。
- 防止TPE在基体表面发生溢料。
- 在使用塑胶嵌件或基体时,考虑到收缩、塌陷和允许误差等因素,应设置0.003英寸~0.005英寸(0.076毫米~0.127毫米)的过盈量。
- 如果插入的基体是金属或其它不可压缩的材料,应设置一个弹性支撑的区域。
一个深度为0.015英寸~0.030英寸(0.381毫米~0.762毫米)、宽度为0.030英寸~0.040英寸(0.762毫米~1.02毫米)的凹槽将有助于形成良好的截流结构。
由于金属和其它不可压缩嵌件的允许误差,有必要在结构中加入贝尔维尔碟形弹簧(或高弹力弹簧),以防最薄的嵌件溢料或大型嵌件被压碎。
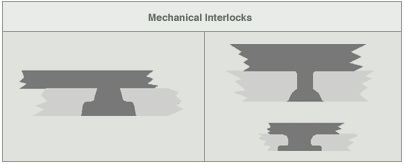
机械互锁结构
为了在应力较高或容易受到磨损的位置改善与基体之间的粘附状况,在重叠模塑工艺中采用了机械互锁。以下显示了几种机械互锁结构的例子:
|