|
一般概念
- 基體和重疊模塑層的壁厚應盡可能地均勻一致,以達到最佳的迴圈週期。不同壁厚之間的過渡應該是逐漸的,以減少流動問題,例如反向充填和困氣現象。
- 在大多數重疊模塑應用中,0.060~0.120英寸的壁厚範圍將保證良好的粘附效果。
- 如果零件的某些部分需要較厚的尺寸,則應將其製成空心的,以儘量減小收縮問題並減輕零件重量。
- 在急劇的拐角處應採用弧度(最小半徑為0.020英寸),以減小局部應力。應避免較深的無法排氣的封閉氣穴或拱形部分。
- 在脫模方向較長的工件應具有3˚~5˚的拔模斜度以便於脫模。
- 使用吉力士重疊模塑複合材料,將使設計得當的較深凹凸部位成為可能。應注意儘量避免急劇的拐角。開模時應採用一種推進型芯,並允許彈性體在脫模之後有一定程度的變形。
流動長度和壁厚
下表列出了對吉力士的產品進行螺旋式流動試驗的結果,所採用的注射速度為3英寸/秒和5英寸/秒。當注射速度為5英寸/秒時,某些特殊複合材料的試驗結果可達到40英寸。
| 產品系列 |
注射速度為3英寸/秒時的流動長度 |
注射速度為5英寸/秒時的流動長度 |
| Dynaflex D |
13-15 |
18-20 |
| Dynaflex G |
12-22 |
18-30 |
| Versaflex |
9-16 |
13-26 |
| Versalloy |
18-20 |
30-32 |
| Versollan |
9-16 |
13-26 |
| 螺旋式流動試驗採用0.0625英寸 x 0.375英寸的通道於400 ˚F溫度下進行。 |
收縮與翹曲
大多數吉力士苯乙烯系列TPE(Dynaflex和某些Versaflex)均具有相當高的模塑收縮性,使得重疊模塑的複合材料比基材收縮得更厲害,從而導致基體零件的彎曲或翹曲。對於又長又薄的零件,或基體厚度比重疊模塑層薄的零件,或採用彈性模數較低的基體材料時,情況將尤其如此。
這種情況可用以下幾種方式處理:
- 採用彈性模數較高的基體材料
- 給基體零件增設加強肋
- 儘量減小軟性TPE層的厚度
- 採用硬度較低的TPE材料
- 改變澆口位置,以儘量減小流動長度與厚度的比例
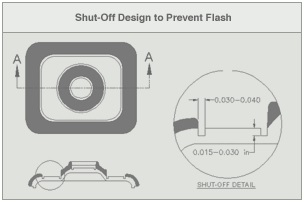
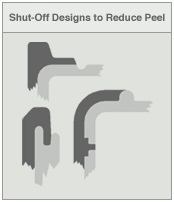
截流式設計
截流結構的設計應滿足以下要求:
- 減少剝離的隱患並在TPE和基體之間形成一種截然的過渡。
- 為TPE提供一個能夠排氣的獨立型腔。
- 防止TPE在基體表面發生溢料。
- 在使用塑膠嵌件或基體時,考慮到收縮、塌陷和允許誤差等因素,應設置0.003英寸~0.005英寸(0.076毫米~0.127毫米)的過盈量。
- 如果插入的基體是金屬或其它不可壓縮的材料,應設置一個彈性支撐的區域。
一個深度為0.015英寸~0.030英寸(0.381毫米~0.762毫米)、寬度為0.030英寸~0.040英寸(0.762毫米~1.02毫米)的凹槽將有助於形成良好的截流結構。
由於金屬和其它不可壓縮嵌件的允許誤差,有必要在結構中加入貝爾維爾碟形彈簧(或高彈力彈簧),以防最薄的嵌件溢料或大型嵌件被壓碎。
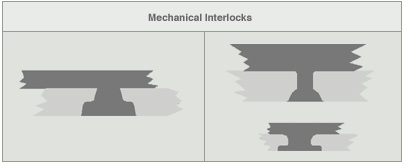
機械互鎖結構
為了在應力較高或容易受到磨損的位置改善與基體之間的粘附狀況,在重疊模塑工藝中採用了機械互鎖。以下顯示了幾種機械互鎖結構的例子:
|